
 Ajutor
Ajutor


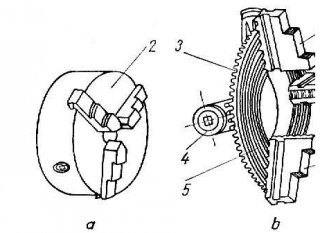
centrarea şi strângerea pieselor, având diametre într-o gamă relativ largă. Cele trei bacuri 1 se
deplasează în canalele din corpul 2 al universalului, fiind antrenate de filetul plan 5, de pe faţa
frontală a roţii dinţate 3, care, la rândul ei, este antrenată de pinionul conic 4. Bacurile se introduc
în locaşurile din corpul universalului într-o anumită ordine marcată cu cifre: exemplu bacul
numărul 1 se introduce în locaşul numărul 1, bacul numărul 2 în locaşul cu numărul 2 etc., pentru a
se realiza deplasarea radială uniformă şi centrarea pieselor în timpul strângerii. Universalul poate
realiza centrarea şi strângerea piesei cu bacurile aşezate în poziţie normală pentru piese de
diametru mic sau întoarsă pentru piese scurte, cu diametrul mare. Universalul este montat pe
capătul arborelui principal prin înşurubare, avînd un sistem de asigurare.Pentru prinderea pieselor cu secţiune pătrată se utilizează universale cu patru bacuri, acţionate
simultan. În cazul unor piese cu o configuraţie complicată se folosesc universale cu patru bacuri
acţionate independent. În acest caz fiecare bac este deplasat spre suprafaţa piesei, centrarea
făcîndu-se din aproape în aproape. Strângerea sau desfacerea universalului se face cu ajutorul
unei chei care se introduce în locaşul cu secţiune pătrată din pinionul conic 4 (v. fig. 5). Universalul
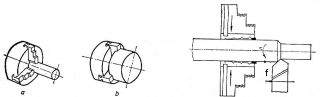
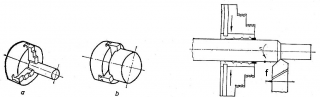
foloseşte în general la prinderea pieselor scurte. Piesele de diametru mic se strâng cu bacurile în
poziţie normală (fig. 6, a). În cazul pieselor de lungime mică şi diametru mare, centrarea şi
prinderea piesei se execută cu bacurile in poziţie inversă (fig. 6, b). La piesele tubulare cu
diametrul mare, prinderea se execută prin acţionarea bacurilor de Ia interior spre exterior.
Datorită strângerii pieselor pe porţiunea anterioară a bacurilor, acestea se uzează (fig. 7). Pentru a
fixa corect piesa într-un asemenea universal este necesară introducerea unui adaos. Adaosul
poate fi realizat prin înfăşurarea pe piesă a unor straturi de grosime corespunzătoare din tablă
subţire sau hârtie. Atunci când bacurile se uzează, ele trebuie însă corectate prin rectificare (sau
strunjire
Avand toate acestea in vedere am hotarat pentru un universal dintr-un material cu un diametru de 85 si o grosime de 30.05 mm realizat din 60CRMO4 care a fost debitat pe un ferastrau mecanic automat de tipul AMADA

Urmeaza sa realizez rectificarea la plan , adica la grosime cu ajutorul unei masini de rectificat la plan de provenienta Ceha numit TOS
 pentru a aduce grosimea la 30 mm cu o toleranta maxima de +/- 0,05 mm ( 5 sutimi de mm ) deci practic a rectifica pe ambele parti cam 0.25 mm si a elimina cele 5 zecimi de mm , 0.5 mm . Pentru ca apoi partea exterioara a cilindrului sa fie curatata de rugina pe o perie rotativa de banc si a o "trage" pe pasla rotativa pentru lustruire si finisare care poate duce chiar la efectul de oglinda !
pentru a aduce grosimea la 30 mm cu o toleranta maxima de +/- 0,05 mm ( 5 sutimi de mm ) deci practic a rectifica pe ambele parti cam 0.25 mm si a elimina cele 5 zecimi de mm , 0.5 mm . Pentru ca apoi partea exterioara a cilindrului sa fie curatata de rugina pe o perie rotativa de banc si a o "trage" pe pasla rotativa pentru lustruire si finisare care poate duce chiar la efectul de oglinda !
Aceasta postare a fost editata de Tren: 17 February 2011 - 10:25 AM
 Sus
Sus
 Multumesc de sfaturi si da am sa va tin la curent cu "...mersul trenurilor !
Multumesc de sfaturi si da am sa va tin la curent cu "...mersul trenurilor ! 





