
 Ajutor
Ajutor


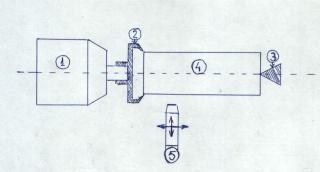
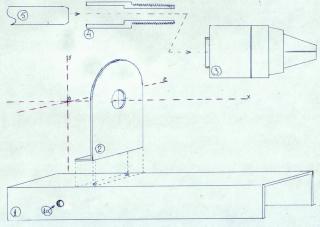
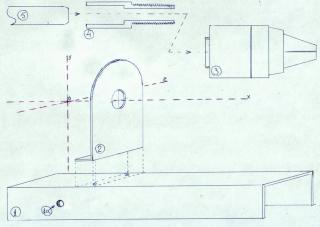
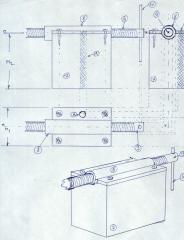
Montaj strung pentru lemn

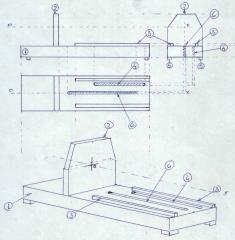
Montaj polizor
Atat imi permite spatiul asa ca va urma
 traian
traian 
Postat 08 November 2008 - 07:59 PM
traian
Postat 08 November 2008 - 08:54 PM

 traian
traian
Postat 08 November 2008 - 09:39 PM
 traian
traian
Postat 08 November 2008 - 11:37 PM
 traian
traian
Postat 09 November 2008 - 12:04 AM



 traian
traian
Postat 09 November 2008 - 12:48 AM
 ClaudiuN
ClaudiuN
Postat 09 November 2008 - 11:54 AM
 traian, la 9 Nov 2008, 00:48, a spus:
traian, la 9 Nov 2008, 00:48, a spus:
traian
Postat 09 November 2008 - 09:46 PM
PaperModel, la 9 Nov 2008, 11:54, a spus:
traian
Postat 09 November 2008 - 11:14 PM
 traian
traian
Postat 09 November 2008 - 11:48 PM
 cartula
cartula
Postat 09 November 2008 - 11:55 PM
traian, la 9 Nov 2008, 23:48, a spus:
 A6.jpg
traian
A6.jpg
traian
Postat 10 November 2008 - 11:02 PM
cartula, la 9 Nov 2008, 23:55, a spus:
cartula
Postat 10 November 2008 - 11:30 PM
 traian
traian
Postat 11 November 2008 - 12:24 AM
traian
Postat 11 November 2008 - 12:39 AM
cartula
Postat 11 November 2008 - 12:55 AM
traian, la 11 Nov 2008, 00:24, a spus:
 traian
traian
Postat 11 November 2008 - 02:16 AM
cartula, la 11 Nov 2008, 00:55, a spus:
cartula
Postat 11 November 2008 - 02:43 AM
traian
Postat 11 November 2008 - 03:20 PM
cartula, la 11 Nov 2008, 02:43, a spus:
 ClaudiuN
ClaudiuN
Postat 11 November 2008 - 03:57 PM
traian, la 11 Nov 2008, 00:24, a spus:





 Sus
Sus